Fábrica de Shunhao Proporciona máquinas de alta calidad y soporte de presentación confiable Aquí hay una guía rápida para ayudarlo a solucionar problemas máquina de pulido automático de artículos de melamina y manténlo funcionando sin problemas Si la extracción (recogida de material) sistema No está funcionando, siga estos simples pasos para diagnosticar y solucionar el problema Paso 1: Verifique la hoja de hierro en el riel de succión Inspeccione los dos hoja de hierro en el riel de succión Interactúan con los sensores de la máquina, por lo que su alineación es crítica Mida la distancia desde el fondo de la lámina de hierro hasta el fondo de la lámina de cobre en el conjunto de succión: debe ser 22-22 5 cm - Si la distancia es superior a 22 5 cm, la posición de recogida del material puede estar apagada - Si tiene menos de 22 cm, el ensamblaje de succión podría golpear la parte superior y dañarse Paso 2: prueba el relé Verifique el relé conectado al sensor Cuando la hoja de hierro aumenta durante la extracción (dentro del rango de 22–22 5 cm), el relé debe iluminarse, lo que indica que está funcionando - Si el relé no se ilumina, puede necesitar reemplazo Siguiendo estos pasos, puede resolver rápidamente los problemas de recolección de material y mantener su máquina funcionando de manera eficiente Para obtener más ayuda, comuníquese con nuestro equipo de apoyo: ¡estamos aquí para ayudar!Móvil: 86-159 0599 6312 (Sra Shelly)Correo electrónico: máquina@hongancn.com
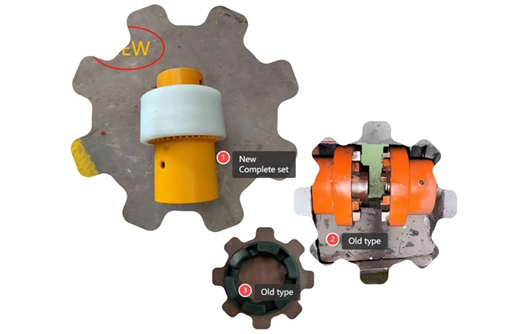
Para la producción de vajilla de melamina, es crucial mantener la máquina de fabricación de vajilla de melamina automática en buenas condiciones. Entre las diversas partes de la máquina, el acoplamiento juega un papel vital. Sirve para vincular el motor y la bomba de aceite, actuando como un amortiguador durante la operación de la máquina de moldeo. Por lo tanto, el mantenimiento del acoplamiento adecuado no puede ser exagerado. Dado que la máquina de compresión de vajilla de melamina funciona a altas velocidades todos los días, los tornillos del acoplamiento a veces pueden soltarse. Entonces, para aquellos que usan máquinas de fabricación de vajillas de melamina de la marca Shunhao, ya sean clientes o técnicos, son altamente aconsejables inspecciones de acoplamiento frecuentes. Aquí hay algunos aspectos de mantenimiento significativos proporcionados por Shunhao Machine y Mold Factory : 1. Tornillo de tornillo: En el momento en que observa que los tornillos de acoplamiento se han aflojado, es imperativo apretarlos de inmediato. Los tornillos sueltos pueden activar la inestabilidad operativa e incluso pueden infligir un daño más severo en las partes de la máquina. 2. Verificación de la cubierta de goma : Examine rutinariamente si la cubierta de goma adjunta al acoplamiento se ha deteriorado. Si hay signos de envejecimiento en la cubierta de goma, debe reemplazarse sin demora. Es probable que se rompa una cubierta de goma envejecida, lo que puede hacer que los acoplamientos se froten entre sí, lo que lleva a daños en el acoplamiento. En 2022, Shunhao Melamine Tableware Machines se actualizó con una nueva cubierta de material diseñada para salvaguardar los acoplamientos. Como se ve en la imagen:
La producción de vajillas de melamina es un proceso de producción aparentemente complicado porque parece haber muchos parámetros que deben ajustarse. Sin embargo, una vez que comience durante unos meses, puede resumir varios parámetros importantes. 1. Ajuste la distancia de elevación y giro lentamente antes de cerrar el molde. 2. Ajuste el tiempo de moldeo según el tamaño del producto. 3. Ajuste la temperatura según las diferentes materias primas. 4. Ajuste de la distancia de escape, la espera de escape y el tiempo de escape. 5. Ajuste del tiempo de calca (casi igual, solo afinado). 6. Ajuste del tiempo de polvo de glaseado (casi igual, solo que ajustado). Hoy, Shunhao Factory presentará el primer punto en detalle: antes de que se cierre el molde, el ajuste de distancia del aumento y la desaceleración debe ajustarse en la placa de carrera de la máquina (vea la imagen a continuación) El botón para subir y bajar la velocidad se puede ajustar hacia arriba y hacia abajo y detrás hay un sensor de proximidad. Este botón está cerca del sensor y la luz está encendida, lo que indica que la posición comienza a funcionar de rápido a lento. Cuando el trabajador termine de colocar las materias primas, presione el botón de formación (CURAR) de la máquina, y la máquina comienza a subir rápidamente para cerrar el molde. Por lo tanto, ajuste el botón para decidir cuándo cambiar de rápido a lento. Para ayudar a los clientes a saber más claramente, lea los siguientes detalles. para la fabricación de placas Las materias primas se ejecutan más rápido en el molde de la placa, luego el botón para aumentar y disminuir la velocidad se puede ajustar hacia abajo para cerrar el molde lo antes posible. Para hacer tazones profundos La materia prima necesita más tiempo para llenar toda la cavidad del molde de recipiente hondo, luego el molde debe cerrarse lentamente y el molde debe cerrarse por completo cuando la materia prima haya llenado toda la cavidad. Si el molde se ha cerrado completamente antes de que la materia prima haya llenado el molde, entonces habrá un problema: el manómetro de aceite muestra que la presión sigue cayendo, aunque el molde esté completamente cerrado. Por lo tanto, esos botones en la placa de carrera en el lado derecho de la máquina son muy útiles. Podemos ajustar la acción para hacer que la máquina y el molde coincidan perfectamente, lo que también es una ventaja de extender la vida útil de la máquina. Esperamos que este artículo le sea útil. ¡Continúe apoyando a Shunhao Machine and Mould Factory !
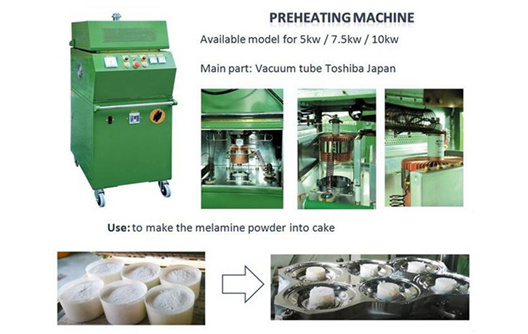
Máquinas de precalentamiento de alta frecuencia son ampliamente utilizados en la industria del moldeo, como componentes electrónicos discretos semiconductores, circuitos integrados, otros envases microelectrónicos, conmutadores de motores, vajillas de melamina (melamina), electrodomésticos de plástico, etc. Como paso clave en el moldeo por compresión de melamina, el precalentamiento puede mejorar la fluidez del polvo de melamina y mejorar el brillo de la superficie de los productos moldeados. El high-frequency preheater producido por Fábrica Shunhao es muy fácil de operar, pero todavía hay algunos asuntos operativos a los que el operador debe prestar atención. 1. Para evitar daños a la máquina, es necesario asegurarse de que no haya exceso de agua ni polvo en el material precalentado. 2. El entorno circundante donde se coloca el precalentador de alta frecuencia no puede ser húmedo, polvoriento o luz solar directa a alta temperatura para garantizar la función normal de disipación de calor del tubo de vacío. 3. La máquina debe instalarse con buena calidad y estar bien conectada al cable de conexión a tierra. 4. Después de encender la máquina, asegúrese de que el ventilador de enfriamiento del tubo de vacío funcione normalmente. 5. La máquina debe calentarse durante 10 a 15 minutos antes de funcionar o apagarse durante una hora. 6. Los materiales aislantes deben colocarse en los extremos superior e inferior de la máquina y no se permite el contacto directo, de lo contrario, la máquina podría dañarse. 7. Cuando la salida de alta frecuencia, para evitar accidentes, no utilice instrumentos de baja frecuencia y bajo voltaje, como multímetros y medidores de prueba. 8. Revise regularmente el precalentador de alta frecuencia para ver si hay alguna quemadura, daño, mal funcionamiento, etc. 9. Si la máquina genera chispas con frecuencia, debe repararse a tiempo.
Después de introducir el acero para moldes 718, Fábrica de moldes Shunhao compartirá con usted el estándar de selección de 718 molde de acero y espero que te sea de ayuda. 1. Al seleccionar los requisitos de dureza del acero para moldes 718, evite el rango de dureza que produce fragilidad por temple. El límite inferior de temperatura del acero al carbono es de aproximadamente 250 ℃, mientras que el límite superior de temperatura de fragilidad del acero aleado es de aproximadamente 350 ~ 300 ℃. 2. La selección del material del molde tiene ciertos requisitos para evitar el agrietamiento. El acero de aleación tiene mejor templabilidad, enfriamiento y templado lento, menos estrés térmico y estrés estructural, y menos tendencia al agrietamiento. El acero al carbono tiene poca templabilidad, gran tensión en la estructura templada y tensión térmica, y es fácil de agrietar. 3. El diseñador del molde formula razonablemente las condiciones técnicas reales de acuerdo con el rendimiento de uso y el grado de acero seleccionado para lograr el valor de dureza más alto del grado de acero. Para los moldes de acero 718, cuando no se pueden cumplir los requisitos técnicos del tratamiento térmico, los requisitos que tienen poco impacto en la vida útil se pueden relajar adecuadamente para evitar múltiples reparaciones y desperdicios. 4. Fortalecer la inspección de calidad y la gestión de la materia prima del molde. 718 molde de acero es el acero más utilizado para la vajilla de melamina. Los moldes producidos por Fábrica de moldes Shunhao garantiza cumplir con los requisitos técnicos en la selección de acero para moldes para garantizar la vida útil y la calidad del molde, y también puede cumplir con los requisitos de producción de la fábrica de vajilla (económica y duradera). Por lo tanto, Shunhao se ha ganado la confianza y la afirmación de la mayoría de los clientes. Línea directa de compra de moldes Shunhao: +86 15905996312 Correo electrónico: machine@hongancn.com
718 acero para moldes es llamado "acero avanzado para moldes de plástico" y es el grado de acero típico más utilizado entre los aceros para moldes de plástico en general. Solicitud: El acero para moldes 718 tiene una buena capacidad de endurecimiento y un rendimiento superior, y puede producir molduras de plástico grandes y de alta calidad. Ejemplos de aplicaciones típicas Moldes de grandes dimensiones, plantillas para electrodomésticos con elevadas exigencias superficiales. Adecuado para moldes de plástico de espejo grandes, como automóviles, electrodomésticos, productos de audio y video, etc. Se puede utilizar para moldes de plástico con requisitos de pulido espejo, y es adecuado para moldes de inyección y moldes de soplado para plásticos PA, POM, PS, PE, PP y ABS. Cavidad de molde muy pulida y exigente. El acero para moldes 718 es el acero más utilizado en las fábricas de vajillas de melamina y se utiliza ampliamente en la producción de moldes de compresión de melamina. El molde para vajilla hecho de acero para moldes 718 # es brillante y brillante, y los productos de melamina producidos son de alta calidad y competitivos. ¡Bienvenido a llamar para consultas! Móvil: +86 15905996312 Correo electrónico: machine@hongancn.com
El diseño de estructura razonable puede garantizar la vida útil del molde, por lo tanto, es la base de los moldes. Fábrica de moldes y máquinas Shunhao tiene muchos casos exitosos en moldes de compresión de melamina haciendo. Desde 2002, los clientes de 30 países más reconocen y mantienen una cooperación a largo plazo con Shunhao. Para asegurarse de que el molde funcione durante un tiempo de servicio prolongado, la fabricación de moldes debe obedecer las siguientes 3 reglas. 1. Buen diseño de estructura de fundición La fundición debe tener un espesor uniforme para reducir la fatiga térmica causada por la concentración de calor local del molde. Excepto el grosor, las piezas fundidas deben tener esquinas redondeadas para evitar el estrés causado por las esquinas afiladas en el molde. 2. Diseño de estructura de molde razonable Mantener el equilibrio térmico del molde. Para asegurarse de que no se deforme bajo presión, el molde debe tener suficiente rigidez y resistencia. El propósito de fundir el molde es reducir el impacto y la erosión en el núcleo. La tolerancia y la rugosidad de la superficie de cada componente deben seleccionarse correctamente. 3. Estandarizar el tratamiento térmico proceso El proceso de tratamiento térmico correcto puede obtener el mejor rendimiento del molde, es decir, resistencia, dureza, estabilidad dimensional a alta temperatura, resistencia a la fatiga térmica y rendimiento de corte del material.
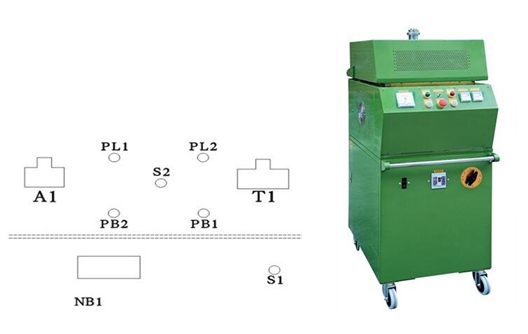
El precalentamiento de la materia prima es un paso muy importante para la producción de vajillas de melamina.Por lo general, ponemos el polvo en la caja especial y lo colocamos en el máquina de precalentamiento de alta frecuencia precalentar en bizcocho.Puede mejorar enormemente la calidad del producto.Hoy dia Fábrica de Shunhao le compartirá los pasos de operación para el prehater. Primero, conozcamos el panel de control del precalentador. Introducción al panel de control:A1 = MEDIDOR DE CORRIENTE PL1 = LUZ PILOTO DE POTENCIA (VERDE) PB2 = ARRANQUE DE ALTA FRECUENCIAS2 = INTERRUPTOR DE ALTA TENSIÓN PL2 = H.F.LUZ PILOTO (ROJA) PB1 = PARADA DE ALTA FRECUENCIAT1 = TEMPORIZADOR DE ALTA FRECUENCIA NB1 = INTERRUPTOR SIN FUSIBLESS1 = AJUSTADOR DE ALTA TENSIÓN A continuación, le mostraremos los pasos de operación específicos. 1.Abra la compuerta electromecánica del precalentador (la fuente de alimentación es de 380 V). 2.Encienda el interruptor de encendido de la máquina de precalentamiento (el indicador de encendido está encendido) y calentar durante 5-10 minutos. 3.Coloque el interruptor del precalentador en "ON". 4.Configure el "tiempo de calentamiento" y la "temperatura de calentamiento". 5.Coloque la materia prima MMC en un recipiente especial y presione el botón "Inicio de alta frecuencia".( El indicador de calefacción se enciende). 6.Cuando la temperatura alcance el valor establecido, el precalentador dejará de funcionar y luego se abrirá automáticamente. 7.Si se encuentra una anomalía, se debe apagar y detener de inmediato, y se debe informar al personal correspondiente para su manipulación. Atención: Apague la máquina durante la revisión o el mantenimiento por razones de seguridad.Y mantenga la puerta lateral cerrada durante su funcionamiento.
El tubo es la parte más importante de máquina de precalentamiento de alta frecuencia . En Shunhao Factory, el tubo y la máquina se separarán y embalarán cuidadosamente. La máquina utiliza un embalaje sellado de caja de madera para la seguridad de las mercancías, 100% de protección de la máquina contra la humedad y la colisión. Cuando la máquina llega a la fábrica del cliente de manera segura, los ingenieros de Shunhao ayudarán a instalar el Tubo de Canon. Primero, podríamos ver el video y tener una idea. ¿Cómo instalar el tubo para precalentar la máquina? Estos son los pasos claros que debe seguir. 1. Saque el cristal y vuelva a colocar el tubo Canon con cuidado. 2. Conecte otros cables o bobinas en su lugar correcto firmemente. Nota clave: Toshiba Japan Tube se ha cambiado el nombre a Canon tubo el 1 de noviembre de 2018. El tubo es la parte del corazón del Máquina de precalentamiento HF. La máquina de precalentamiento se utiliza principalmente para el proceso de precalentamiento de compuestos de moldeo de melamina. Parámetros de la máquina de precalentamiento:No Contenido. HGY-520 HGY-720 HGY-10201 Producción 5KW 7KW 10KW2 Fuente de alimentación3Φ 220 V 380V 415V3Φ 220 V 380V 415V3Φ 220 V 380V 415V3 Entrada de alimentación 11KVA 13KVA 20KVA4 Frecuencia de oscilación 62MHZ 62MHZ 27 MHZ5 Tubo vacío 7T699RB E3069RB 8T85RB6 Conmutación de voltaje 3 etapas 3 etapas 3 etapas7 Tiempo 999,9 S8 Potencia de precalentamiento 110℃ Dentro de 60 segundos9 Resina fenolica 1200gr 1500gr 6500gr10 Compuesto de moldeo de melamina 1000gr 1200gr 6000gr11 Compuesto de moldeado de urea 1000gr 1500gr 6000gr12 Tamaño del electrodo 310 × 360 m / m 340 × 380 m / m 450 × 560 m / m13 Espaciado de electrodos Los 30-70m / m Los 30-70m / m Los 35-60m / m14 Dimensiones de la máquina (L W H) 850 × 600 × 1520 850 × 600 × 1520 1150 × 820 × 172015 Peso de la máquina 260kgs 320kgs 600 kg La máquina precalentadora tiene diferentes modelos: 3KW es muy pequeño, rara vez se usa en la industria de la melamina. 5KW se utiliza normalmente con una capacidad de polvo de hasta 1000 gramos 7KW es similar al modelo de 5KW, pero su capacidad es de hasta 1200 gramos. 10KW tiene una capacidad de polvo de hasta 6000 gramos, trabajar con el máquina de moldeo de artículos de melamina 300 toneladas -800 toneladas Se recomienda una máquina de precalentamiento de 10 KW parar Máquina para fabricar cubiertas de asiento de inodoro de urea,
En la práctica de producción, encontramos que las fallas del sistema hidráulico causadas por el aceite hidráulico representaron el 75% de la tasa total de fallas hidráulicas, por eso, la forma de limpiar eficazmente el tanque de aceite es particularmente importante. Shunhao Factory le presentará las claras medidas de limpieza. 1. El nuevo tanque de aceite hidráulico formado por soldadura se tratará de la siguiente manera antes del fosfatado. Utilice una espátula para eliminar completamente la escoria de soldadura y los nódulos de soldadura en las soldaduras circundantes. Utilice una lima para limpiar las rebabas y rebabas del orificio del tanque de aceite y los orificios roscados de conexión en todas partes. Limpie todas las piezas con un paño que no suelte pelusa y limpie el queroseno. Utilice aire comprimido para eliminar el polvo de la superficie del tanque de aceite y las piezas limpiadas. Si necesita instalar una junta en el plano de la tapa de sellado, debe hacer la junta con anticipación. 2. Limpiar la apariencia del tanque de aceite después de la fosfatación. Utilice una espátula para limpiar los residuos y partículas de la solución fosfatante en la superficie interior del tanque de aceite. Si hay manchas de óxido, use el paño de arena para eliminar el óxido y aplique la solución de fosfatado a las partes removidas y limpie los residuos de la solución de fosfatado después de 2 minutos. Limpie el queroseno con un paño sin pelusa, limpie los puertos de aceite de las roscas de conexión en todas partes y séquelos con aire comprimido, selle el puerto de aceite con un tapón de rosca limpio a tiempo y frote a fondo la superficie interior del tanque con queroseno limpio. Amasar la masa con aceite hidráulico limpio antidesgaste (L-HM46 #), pegar las soldaduras, orificios, esquinas y otras partes de la superficie una a una, y repetir la operación hasta que la masa esté libre de impurezas, polvo fino y partículas. . Sople el interior del tanque de aceite a fondo con aire comprimido y aplique aceite hidráulico antidesgaste L-HM46 # limpio (para evitar que el interior del tanque de aceite se oxide). Si el tanque de aceite limpio no está ensamblado por el momento, debe cubrirse de inmediato y se puede sellar con una cinta grande. Y coloque la tapa del tanque de aceite para evitar la contaminación secundaria y colóquelo en una posición adecuada para evitar golpes. Las máquinas de moldeo de melamina hidráulicas fabricados por Shunhao son compatibles con la tecnología de Taiwán, si se operan correctamente, se mantienen de manera ordenada, pueden ser una operación duradera y serán el mejor ayudante para las fábricas de vajillas de melamina.
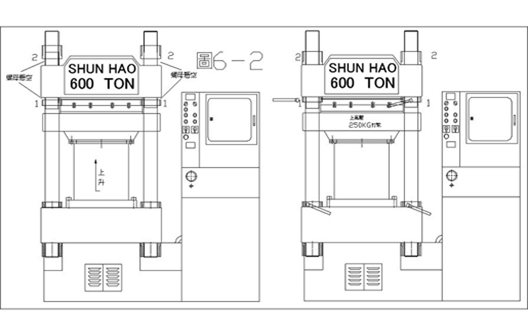
Foto 1: Máquina de moldeo de melamina con el descenso de la prensa hidráulica Antes de la operación, conecte la fuente de alimentación y verifique si la dirección de rotación del motor es correcta. Encienda la máquina en modo manual; levante lentamente la máquina a la posición de Imagen 2. 2-1 son los nueces de la columna de tensión. Instale las tuercas en la posición que se muestra en la imagen. Entonces bloquee el tornillos 2-2. Imagen 2 Imagen3 Imagen 4 Imagen 5 Las cuatro guías paralelas deben estar provistas de tuercas, como se muestra en Imagen 3 . Luego baje la máquina para bajar la tuerca a la posición, como se muestra en Imagen 4. Después de la operación, bloquee las tuercas, como se muestra en Imagen 5 y luego apriete las tuercas en sentido antihorario con un martillo. Imagen 6 Imagen 6-1 Imagen 6-2 Corrija el paralelismo de la placa calefactora: Gire las tuercas del travesaño superior hacia arriba, como se muestra en Imagen 6-1 Continúe levantando la placa calefactora, levante el travesaño superior para separarlo del tuerca 2 , pero sin tocar la tuerca, como se muestra en Imagen 6-2 Gire el tuerca 1 y tuerca 2 muy cerca del travesaño superior. Presione la máquina a 230 kg / cm² y apriete el tuerca 2 en sentido anti-horario
Hoy dia, Fábrica de moldes y máquinas Shunhao le presentará cómo instalar los moldes de compresión en Máquina de fabricación de melamina. (Ⅰ) Compruebe si las especificaciones de los moldes son adecuadas para instalar en la placa calefactora de la máquina antes de la instalación de los moldes. Ajuste el cabezal móvil a la posición más baja y prepare de 8 a 12 abrazaderas fijas y varias juntas (accesorios estándar). (Ⅱ) Utilice una carretilla elevadora para mover todo el conjunto de moldes a una posición moderada en la placa de calentamiento de la máquina.Bloquee la placa del molde con una abrazadera fija de hierro, juntas y pernos para asegurar el molde inferior a la placa inferior de la máquina. (Ⅲ) Utilice el mod de operación manuale de El máquina de fabricación hidráulica para levantar lentamente la placa de calentamiento de la máquina, de modo que el molde superior se presione suavemente contra la placa superior de la máquina. 1.Si el molde está alto, puede aflojar la tuerca en el exterior de la placa superior.Después de elevar el molde a la posición más alta, enrosque la tuerca interior y apriétela, y luego desatornille la tuerca superior pero fije firmemente la placa superior. 2.Si los moldes son más bajos que el conjunto de moldes anterior, la placa superior debe bajarse a la posición adecuada con el molde superior anterior o una altura considerable de hierro.Mueve, descarga el molde alto anterior y sustitúyelo por un molde nuevo e instálalo en el método antes mencionado.(ⅠⅡⅢ) 3.Fije el molde superior a la placa superior con una abrazadera de hierro fija. 4.Revise y apriete todas las tuercas y luego use un martillo y otras herramientas para apretar los tornillos.Bloquee todas las tuercas firmemente para evitar que se aflojen durante el funcionamiento.